





激光切割原理
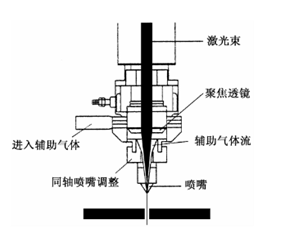
光纤激光切割机利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开,激光切割属于热切割方法之一,其工作原理图如下图示。
光纤激光切割的工艺参数及规律
激光切割的分类
1)汽化切割
利用高能密度的激光束加热工件。在短的时间内汽化,形成蒸气。在材料上形成切口。材料的汽化热一般很大,所以激光汽化切割时需要大的功率和功率密度。
激光汽化切割多用于极薄金属材料和非金属材料(如纸、布、木材、塑料和橡皮等)的切割。
2)熔化切割
激光熔化切割时,用激光加热使金属材料熔化,喷嘴喷吹非氧化性气体(氩气、氦气、氮气等),依靠气体的强大压力使液态金属排出,形成切口。所需能量约为汽化切割的1/10。
激光熔化切割主要用于一些不易氧化的材料或活性金属的切割,如不锈钢、钛、铝及相关合金等。
3)氧气切割
它是用激光作为预热热源,用氧气等活性气体作为切割气体。喷吹出的气体一方面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面把熔融的氧化物和熔化物从反应区吹出,而切割速度一般大于激光汽化切割和熔化切割。
激光氧气切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。
光纤激光切割的相关工艺参数
激光功率及光束聚焦特性
激光输出功率
激光输出功率直接影响激光切割机的性能。通常,随板厚的增加,所需的激光功率也越大。在同种同厚度板材切割中,激光输出功率越大,切割速度越快,切割端面也越光滑;但在输出功率确定后,切割速度须和材料材质及其厚度吻合好,此时才能达到最好的切割效果,速度过快和过慢都会影响激光切割的效果。
激光输出模式
单模是指在一条光纤上运行一种波长的模态,多模是指在一条光纤线上运行一种以上波长的模态。通常,单模激光光束质量好,形成的光斑小,适合进行微加工及薄板切割,且加工精度高;多模激光则适合金属焊接、工业零部件热处理及不锈钢、铝、钢材等厚板材料的高质量切割。
激光输出及光束聚焦特性
焦点大小及焦深长度
在激光切割中,焦点位置对材料的切割效果影响很大,不同的材质或厚度,激光切割时对应不同的焦点位置。
激光切割中,焦点大小和焦深是影响切割效果和效率的重要因素之一。光束经短焦距聚焦镜后光斑直径相对较小、焦深短,焦点处功率密度很高,则有利于高速切割薄型材料,且切割精度高。经长焦距透镜后,焦点有较长的焦深,但焦点直径相对较大,只要具有足够功率密度,则比较适合切割厚工件。
焦点位置
通常焦点位置
切割薄板时,焦点一般在工件表面处;切割厚板时,不锈钢焦点通常深入板内约为板厚的1/3—1/4处,处于负离焦距范围;碳钢时,焦点在其板面上方,且随板厚度的增加焦点越远离板面,处于正离焦范围。
