





紫外激光器在食品和医疗应用中的独特优势
众所周知,激光器的种类很多,适用于不同的材料。例如,光纤激光器适用于各种金属材料,CO2激光器适用于大部分高分子材料,紫外激光器适用于更精密、要求更高的应用场景。
事实上,CO2 和光纤激光器早已被开发用于打标应用。这些激光器发出的光在红外范围内,打标过程的本质是通过热相互作用将材料加热至漂白、碳化或烧蚀以产生颜色对比,但这种加热会改变热影响区 (HAZ)的材料。化学结构,发生碳化或表面不光滑。对于食品包装常用的塑料,由于其对红外光的吸收率低,红外激光产生的热量会损坏一些包装材料的表面,因此不能大规模用于食品包装行业。
在此背景下,紫外激光器的优势就显现出来了。大多数材料比红外光更强烈地吸收紫外光,并且紫外激光具有更高的光子能量。当紫外激光作用于PI等高分子聚合物时,可以直接打断材料的化学键,使材料碎片以小颗粒或气体的形式排出,从而达到剥离去除的目的材料。由于大部分能量用于破坏化学键,因此很少有能量转化为热量,从而基本上消除了热影响区 (HAZ) 和周围材料的变化。对于大多数白色塑料(颜料是 TiO2),TiO2 强烈吸收紫外线并发生晶体结构的变化。这种变化使相应区域的材质显得更暗,从而在材质内部产生平滑、清晰的标记。

2. 紫外激光器的特性
全水冷恒温设计,高精度冷水机,可在室温35°内长期稳定工作;
内置准直扩束光路,方便客户集成;
创新的激光倍频设计,激光输出稳定性好,波动小(<2%),光束质量好(M2<1.3);
模块化控制系统,使用方便,易于维护,后期使用成本低;
优秀的产品稳定性设计,保证激光器在恶劣环境下长期稳定运行;
光学元件采用国际大厂配件,品质有保障。
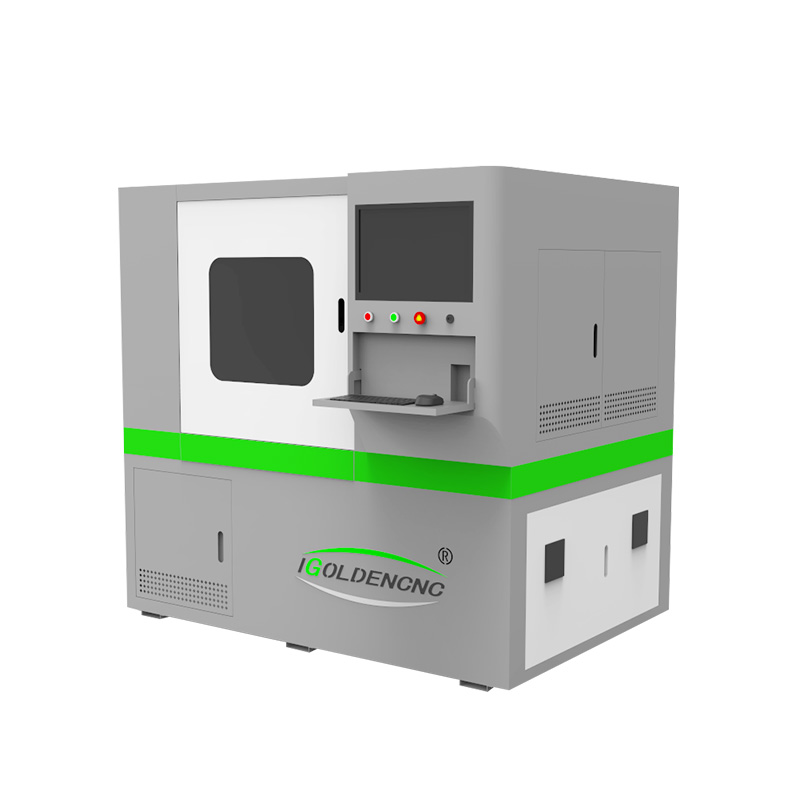
一、整机性能介绍
紫外激光打标机由软件控制系统、计算机控制系统、光学系统、工作台等组成。
①控制系统:控制系统控制整个设备的运行,包括光学系统部件的供电和控制、冷却系统、报警系统的控制和指令。
②电脑控制系统:电脑控制系统包括电脑和数字振镜卡,驱动光学系统元件按照打标控制软件设定的参数动作,发射脉冲激光,将内容物精确蚀刻到被 加工 物 表面 标记 .控制系统全中文界面,兼容AUTOCAD、CORELDRAW、PHOTOSHOP等软件输出文件,可用于条码、二维码、图文等打标,支持PLT、PCX、DXF、BMP、AI等文件格式,直接使用SHX、TTF字体,可自动编码打印流水号、批号、日期等。

③光学系统:光学系统包括激光器、振镜扫描系统、聚焦透镜等部件。激光器输出的激光束照射在振镜扫描系统的一组反射镜上,两个可偏转镜分别夹在两个精密振镜电机(高速振镜)上。当驱动动作发生时,驱动两个反射镜旋转,从而实现激光束的偏转。偏转后的激光束照射到被加工物体的不同位置,在物体表面形成预设的图形或文字。光学系统关键部件采用进口优质品牌产品,精度高、速度快、性能稳定,可满足长期连续工作的要求。
④冷却系统:激光打标机冷却系统采用高精度水冷方式,冷却系统保证光学系统长期稳定运行。
⑤整机特点:外观紧凑,体积小。
三、工作环境要求
环境温度要求在10-35℃之间,其他要求是安装空调。
湿度要求为40%-80%。无冷凝,应安装除湿机。
供电电网要求:220V; 50赫兹
供电电网波动:±5%,电网地线符合国际要求。在电压幅值大于5%的地区,应安装电子自动稳压、稳流装置。
安装设备附近不应有强电磁信号干扰。避免安装地点周围的无线电发射站(或中继站)。
基础振幅:小于50um;振动加速度:小于0.05g。避免附近有大量冲床等机床。设备空间要求无烟无尘,避免金属抛光、打磨等粉尘严重的工作环境。
气压:86-106kpa。
在某些环境下,应安装防静电地板,并加强屏蔽。
四、行业应用
口罩激光打标、高端电子产品外观LOGO打标、食品、PVC管材、药包材(HDPE、PO、PP等)打标、微孔钻孔、孔径d≤10μm、柔性PCB板打标、划线、等等。
