




近几年,随着全球汽车市场需求的扩大,汽车智能化进程加快,以激光技术为代表的先进制造技术不断推动着汽车制造业的更新换代,车灯激光焊接工艺在车灯领域迅速发展。
近年来汽车灯泡的激光焊接工艺逐渐普及。如今主机厂对尾灯的造型要求越来越高,尾灯也越来越复杂。摩擦焊对制件外观影响较大,摩擦焊工艺逐渐不能满足精密尾灯制件的要求。在塑料焊接技术中,热板焊接是发展较早、工艺最简单的一种焊接技术。随著科技的发展,振动摩擦焊和超声焊成为车灯制造中应用最广泛的焊接方法。此外,激光焊接技术也日益受到人们的重视。通过各种焊接技术的对比,不难看出,塑料激光焊接具有焊缝美观、焊接灵活、强度高等特点,是焊接工艺中的“潜力股”。激光焊接顺应潮流发展,成为未来车灯焊接工艺的新选择。
常用的激光焊接方法有轨迹激光焊接、同步激光焊接、准同步激光焊接等。激光轨迹焊也叫顺序型轴线焊接。即焊接件与激光束按预定的路径相对运动所完成的焊接。当激光束运动时,焊接材料熔化,冷却凝固,从而完成焊接。激光束流的运动可由机器人完成。采用这种激光焊接方法可以降低加工成本,减少工艺破坏。所以塑件焊接工艺单位成本极低,所以格外省钱。
同步激光焊接是一种在多束激光照射下同时加热焊缝。同步焊没有焊缝长度的限制,也可以一面焊,适合批量生产。如果夹具的压力能沿着整个焊缝均匀分布。同时,同步焊可在同一平面完成焊接。若对复杂曲面进行曲线焊接,则需加入光束成形部分。在整个焊缝长度范围内,通过对光束整形部分的控制与调节,使激光能量均匀分布。
准同步式激光焊接是一种轨迹式激光焊接与同步式激光焊接的结合。与轨迹式激光焊接相比,准同步激光焊接中激光束的移动速度更快,而且这种方法能同时加热整个焊缝,使焊缝受热更为均匀。此外,这种焊接方法产生较少的溢料。与激光焊焊相比,加工时间大大缩短。但是电镜扫描范围有限。灯的尺寸有一定的要求。不要太大,同时灯罩角度不能太大,但仍可采用多个电镜方法进行较大零件的焊接。激光准同步焊接法适用于焊接时间短、小尺寸灯具或需要监测焊接轨迹的焊接。
激光焊接车灯原理如下。焊时,两种不同的塑料产品在压力下被夹住。由镜片、透镜或纤维构成的一种光路系统。把激光产生的光束聚焦到焊接区域上,激光通过上面的传输材料,然后被下面的吸收材料吸收,再把光能转换成热能,使下方的吸收材料升温。然后把热量传给上面的传输物质。这两种材料的接触表面形成一个焊接区域,在随后的凝固过程中熔化的材料形成连接处。然后再将两种材料进行焊接。
灯罩和灯壳是两种不同的材质。要实现激光焊接,灯罩材料必须对激光具有极高的透过率。然而,外壳材料对激光的吸收速度要求极高。焊焊前,必须确保灯罩与外壳之间没有凹陷和凸起。如果在灯罩与外壳之间有凹坑和凸点,则两者之间会产生空隙。并且这样的间隙不能用加压方式去除。在激光照射到壳体表面时,由于间隙的存在而不能传递到灯罩上,壳体焊筋产生的热量会使壳体间隙碳化,从而导致壳体焊筋碳化,影响灯泡外观。如果出现严重的情况,也会影响整灯的气密性。
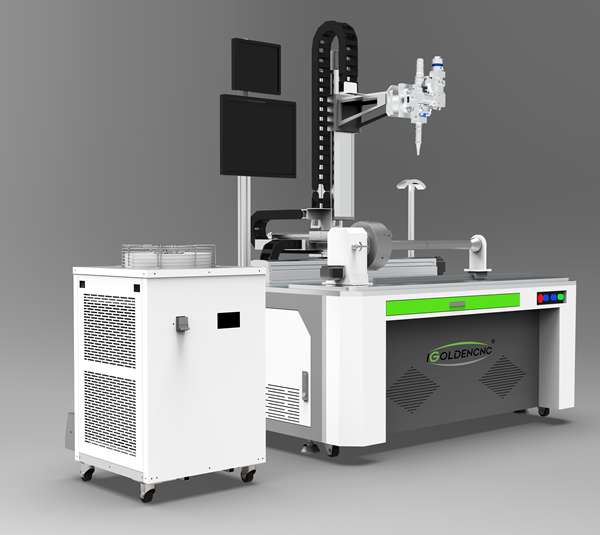
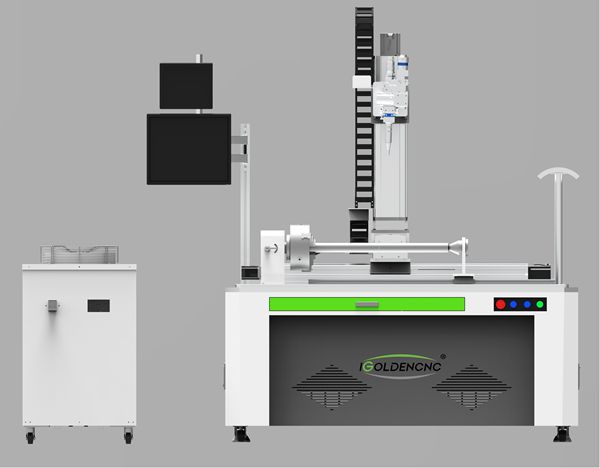
汽车大灯,也称车灯、汽车 led日行灯,作为汽车的眼睛,不仅关系到车主的外在形象,更与在夜间驾车或恶劣天气条件下安全驾驶有着密切的联系。一般是由灯珠、散热片、圆形环状基座和风扇组成,而灯珠与散热片之间的连接,一般是通过焊接来实现车灯几个组件的装配,而汽车车灯的修整时一般采用手持激光焊接装置,对其连接部位进行固定,但手持部分焊头容易抖动,从而导致焊接位置连接不良。
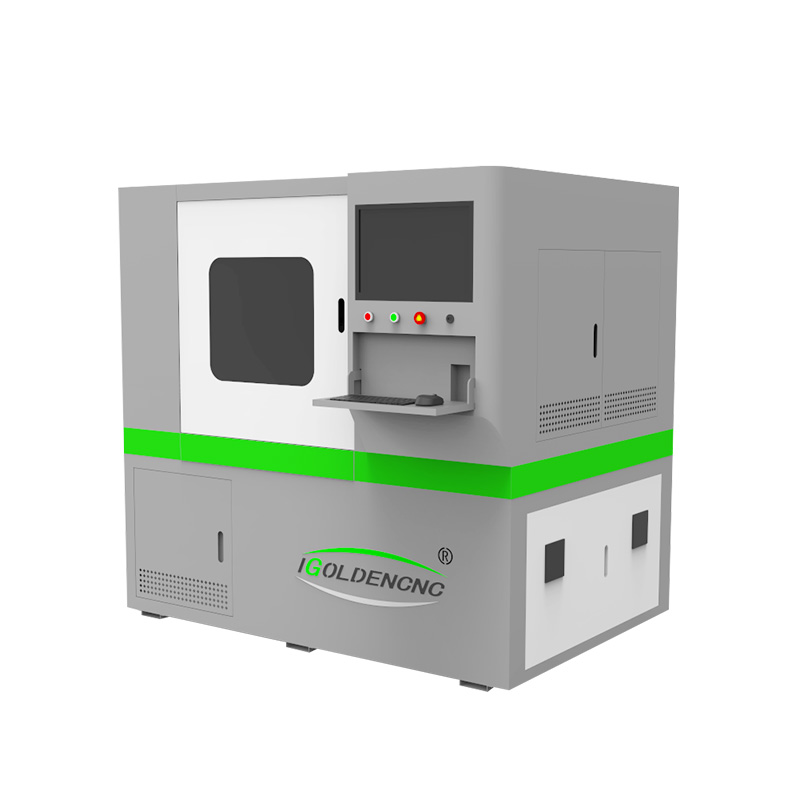
为解决目前汽车尾灯、头灯、灯罩等焊接工艺存在的问题,激光焊接机应运而生。
流程优势
●光束能量分布均匀,激光输出稳定,焊接效率高;
热输入量小,热影响范围小,工件残余应力和变现小;
无触点焊接,光纤传输,可达性更好,自动化程度高;
可用于高精度塑料元件焊接半导体激光焊接,无振动、超声波等物理危害。
用于车灯、电子产品的屏蔽罩、 USB接口,外壳、芯片、导电贴片、塑料等金属或非金属零件的精密焊接

