




什么是过烧?
金属激光切割机在加工钣金时会产生大量的热量。正常情况下,切割产生的热量会沿着切割缝扩散到加工好的钣金中,并被充分冷却。
在金属激光切割机加工小孔时,孔外可以充分冷却,但单个孔内的小孔由于热量扩散空间小,热能过度集中,容易燃烧挂渣。
此外,厚板切割过程中,材料表面堆积的熔融金属和热量的积累会扰乱辅助气流,造成热量输入过大,导致过烧。
如何避免过热?
一、将冷却点添加到、的拐角位置或使用环切功能。
切割尖角钣金时,容易发生过烧的位置往往在尖角处,会将尖角切割成圆形。此时可在尖角处增加一个冷却点,并在尖角处稍作停顿吹风。或者使用切环功能,避免急弯时速度太慢、功率太高造成的过度燃烧。
二、使用高功率激光器。
切割碳钢时,可以使用更高功率的激光,明亮的切割工艺可以有效避免过烧。该切割工艺可切割出无毛刺、、断面光亮的成品。
三、用氮气切割。
切割金属时需要气体辅助,不同的气体有不同的特性。氮气作为惰性气体,在切割过程中不会产生化学反应。熔点区温度相对较低,在氮气冷却、的保护下,反应稳定、且均匀,切割质量高。断面细腻,表面粗糙度低,无氧化层。
四、增加气压。
使用金属激光切割机加工铝合金和不锈钢时,使用的辅助气体是氮气或空气。切割时不会发生烧边,但由于小孔内部温度高,挂在内部的渣会更频繁。在这种情况下,可以通过增加辅助气体的压力来减少毛刺和结渣。
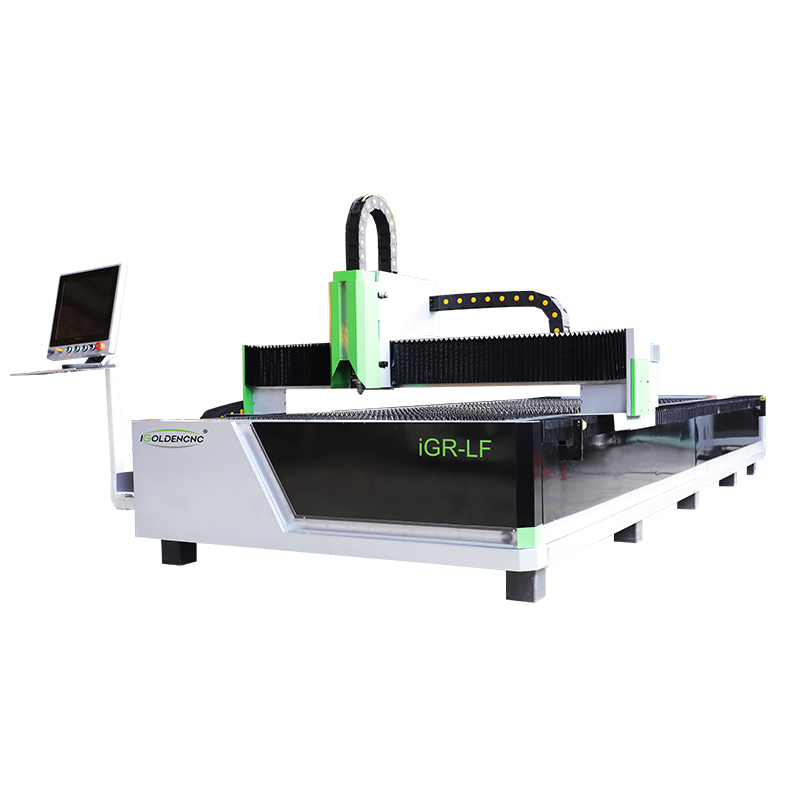
金属激光切割机的参数:
工作面积(长*宽):3000*1500mm
定位精度:±0.03mm
重复定位精度:±0.02mm
最大移动速度:50m/min
可选型号:3015/4015/4020/6015/6020
激光器:杰普特JPT/创鑫MAX
激光头:嘉强Raytools
床身:板管拼焊床身
横梁:太空铝型材横梁
控制操作系统:上海柏楚系统(Cypcut)
减速机:日本新宝SHIMPO
齿条:台湾威斯坦VASTUN
限位控制:日本欧姆龙
电气部分:施耐德
气动部分:日本SMC
电压:三相380V 50/60Hz
重量:3200KG

